國宇量儀分享常用的錐度測量方案及其優缺點淺析
許多產品都會用到錐面配合,為了提高裝配精度,實現更理想的力學傳遞,通常都會提出較嚴的錐度公差,但是如何準確地測量配合面內錐和外錐的錐度一直是一個難題,本文著重介紹目前市場上存在的幾種測量錐度的解決方案及其各自的優缺點,供各位讀者參考。
1. 涂色法:錐度測量中最.原始,也是應用最.廣泛的一種測量方式。通常是將圓周三等分,均勻地涂三條線,涂色層厚度為2~3μm,人工旋轉,以接觸最.差的一條線來判斷產品是否合格。
優點:方法簡單,成本低
缺點:1)色層厚度取決于工人經驗,人工操作影響大著色層越厚誤差越大
2)無法量化具體測量參數;當大端接觸面積大,小端接觸面積小可知錐度偏下,但不知具體小多少,無法量化,無法調整機床,以便更 好地控制新產品的加工,降低廢品率。
2. 錐度規,即通常所說的錐度環、塞規,錐度量棒等。把塞規塞入錐孔內,使兩者緊密結合,如果工件大端面與塞規的第.一條環形刻線的左邊緣重合為合格,允許偏差不得超過第.一條環形刻線的0. 1mm。同理,錐度環規的操作方式也一樣
優點:操作簡單、成本低;
缺點:精度不高、人工操作影響大、質量控制不穩定
3. 正玄規,將被測零件放在精密平板上,在錐體直徑方向放上兩個鋼球,且與錐面和平板相切,用量塊測出兩鋼球間的最.大距離L,通過公式換算出大、小端直徑。
優點:精度高,成本低
缺點:操作繁瑣,效率低,不適合大批量生產,質量控制不穩定,只能測量外錐,無法測量內錐孔
4. 立式測長儀或者三坐標測量機CM
優點:通用性強,精度取決于CMM型號。
缺點:操作繁瑣,效率低,不適合大批量生產,目前市面上大多數三坐標測量機的測量不確定度誤差都比較大,不適合高精度產品的錐度測量
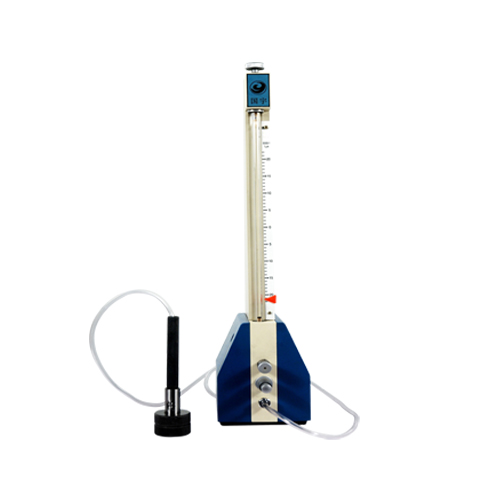
5. 國宇量儀牌錐度測量儀,國宇量儀牌錐度量儀是氣動量儀演化而來,是氣動量儀的一個特殊應用
優點:根據產品要求定制,測量精度高,重復性好;適應性好,可用于現場檢測,測量效率高;氣動測量為非接觸式測量,比對式測量,測頭的使用壽命長
1. 涂色法:錐度測量中最.原始,也是應用最.廣泛的一種測量方式。通常是將圓周三等分,均勻地涂三條線,涂色層厚度為2~3μm,人工旋轉,以接觸最.差的一條線來判斷產品是否合格。
優點:方法簡單,成本低
缺點:1)色層厚度取決于工人經驗,人工操作影響大著色層越厚誤差越大
2)無法量化具體測量參數;當大端接觸面積大,小端接觸面積小可知錐度偏下,但不知具體小多少,無法量化,無法調整機床,以便更 好地控制新產品的加工,降低廢品率。
2. 錐度規,即通常所說的錐度環、塞規,錐度量棒等。把塞規塞入錐孔內,使兩者緊密結合,如果工件大端面與塞規的第.一條環形刻線的左邊緣重合為合格,允許偏差不得超過第.一條環形刻線的0. 1mm。同理,錐度環規的操作方式也一樣
優點:操作簡單、成本低;
缺點:精度不高、人工操作影響大、質量控制不穩定
3. 正玄規,將被測零件放在精密平板上,在錐體直徑方向放上兩個鋼球,且與錐面和平板相切,用量塊測出兩鋼球間的最.大距離L,通過公式換算出大、小端直徑。
優點:精度高,成本低
缺點:操作繁瑣,效率低,不適合大批量生產,質量控制不穩定,只能測量外錐,無法測量內錐孔
4. 立式測長儀或者三坐標測量機CM
優點:通用性強,精度取決于CMM型號。
缺點:操作繁瑣,效率低,不適合大批量生產,目前市面上大多數三坐標測量機的測量不確定度誤差都比較大,不適合高精度產品的錐度測量
5. 國宇量儀牌錐度測量儀,國宇量儀牌錐度量儀是氣動量儀演化而來,是氣動量儀的一個特殊應用
優點:根據產品要求定制,測量精度高,重復性好;適應性好,可用于現場檢測,測量效率高;氣動測量為非接觸式測量,比對式測量,測頭的使用壽命長
缺點:價格高,通用性低