如何正確選購氣動量儀及調整
在現代加工制造中,像其它功能一樣,測量也是管理效率、成本控制或成本遏制的一個重要主題。
舉例來說,一個不合格的零件對OEM客戶來說,可能只是小問題;作為裝配者來說,快速扔掉這個零件而另選一個,也許只是占用他一兩秒鐘時間。但是它也可能是導致設備故障的一個潛在的,巨大的威脅,甚至可能導致致命的后果。
為了避免生產出不合格的產品、避免承擔昂貴的訴訟費用,即使兩個零件尺寸公差規格是一樣的,管理人員也一定會花更多的精力去檢驗第二個零件使之達到更高的水平,力求100%。這樣就導致了昂貴的質量管理成本。那么到底如何來選擇適合自己的氣動量儀呢?測量同一個尺寸就有多種方法,可以用多種測量儀器。該怎么選擇?
一、正確選購氣動量儀及測量儀的方法
1.氣動量儀選購時根據可測量工件的各種長度參數、形狀和位置誤差,特別對某些機械量具和量儀難以實現的測量。例如深孔內經,小孔內經,窄槽寬度等,比較容易實現;
2.氣動量儀的放大倍數較高,人為誤差較小,工作時無機械摩擦,沒有回程誤差。這種氣動量儀的儀器操作方便、讀數直觀、能夠進行連續測量。特別是多管拼合式氣動量儀,能夠同時測量多個參數,測量效率高;
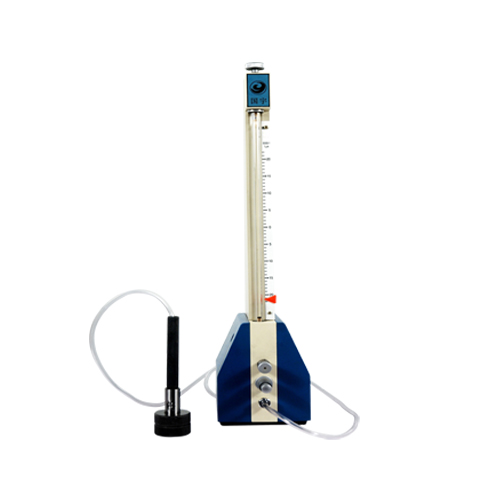
3.浮標式氣動量儀實現測量頭與被測表面不直接接觸,減少測量力對測量結果的影響,避免劃傷被測件表面,對薄壁易變形零件的測量尤為適用。由于非接觸測量,測量頭可較少磨損,延長使用壽命;
4.浮標式氣動量儀在選購時要觀察外表面的圖層與鍍層應無剝落、生銹等缺陷。氣動量儀應無影響使用性能的漏氣。放大倍數調整按鈕和零位調整按鈕轉動應靈活、可靠,不應有,明顯的軸向竄動。選礦藥劑在測量時要界限指針應便于上下調整,且定位準確,固定可靠。計量儀刻度尺上的刻線、數字及其他標志是否正確、均勻、清晰。
二、調整浮標式氣動量儀倍數的方法
1.內外徑氣動測量頭的調整方法按使用說明書中操作方法項調整;
2.直線度(孔)測量頭的調整;
3.將需使用的內孔軸心線直線度測量頭與校對規清洗擦凈,按浮標式氣動量儀使用說明書用塑料軟管連接好測量頭,打開氣源,即可進行調整;
4.內孔軸心線直線度測頭調整時,必須把中間二小孔朝下擺放,再將上下限校對規套在測頭上,此時上限校對規蓋住中間二孔,故將浮標調整倒刻度尺上限位置。然后取下校對規,將上下限校對規位置互換套在側頭上,此時下限校對規蓋住中間二孔,類似內徑測頭調整方法,將浮標調到刻度尺下限位置,如此反復調整幾次,即可將倍數調整好;
5.由于測頭長短不一,有的一個校對規可以蓋住四個孔,即可按內徑測頭的調整方法調整。也有的一個校對規只能蓋住一個孔,或能蓋住三個孔但是另一個校對規放不穩,則需增加輔助校對規。調整浮標式氣動量儀的方法同前,調整上限時一定要上限校對規蓋住測頭中間朝下二孔的位置。調下限時一定要下限校對規換到測頭中間朝下二孔的位置;
6.輔助校對規或用同規格的校對規(其尺寸在被測工件公差范圍內);如位置放不下時,允許用6mm厚的同規格校對規。